Solda a laser e corte a laser são dois processos que frequentemente aparecem juntos nas conversas sobre automação industrial, e não é difícil entender por quê: ambos usam feixe de laser, ambos trabalham com metais e ambos fazem parte do portfólio de empresas como a Pensenova. Mas parar aí na comparação é um erro que pode custar caro na hora de especificar um projeto. As diferenças entre as duas tecnologias vão muito além do nome, e entender isso com precisão define qual equipamento faz sentido para cada operação.
O que cada processo realmente faz com o material
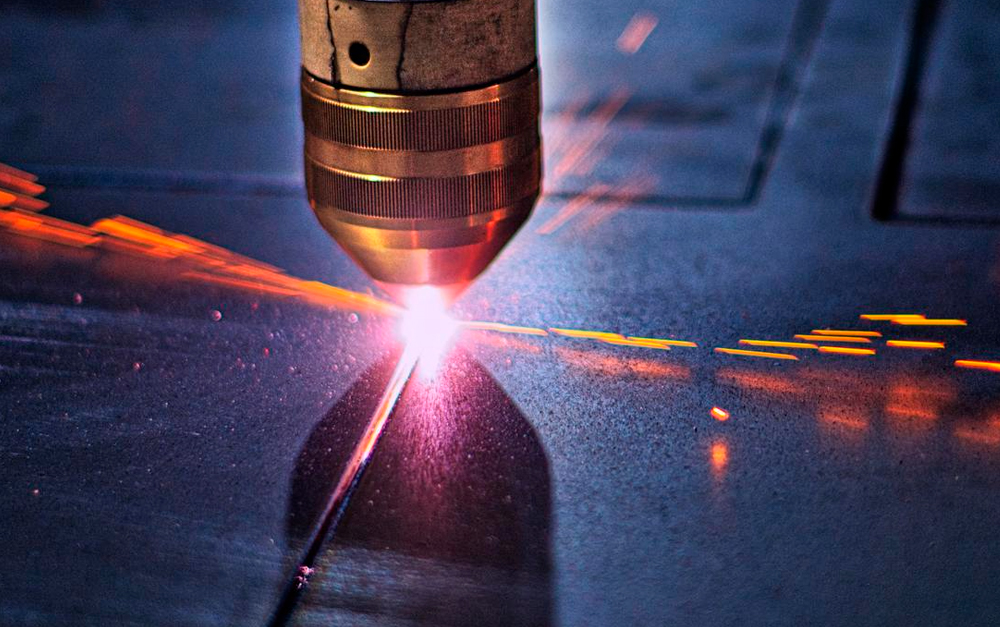
No corte a laser, o objetivo é remover material. O feixe de alta densidade energética aquece a peça até o ponto de fusão ou vaporização, e um jato de gás assistido, geralmente nitrogênio ou oxigênio, expele o material fundido da região de corte. O resultado é uma separação precisa, com bordas limpas e tolerâncias apertadas.
Na solda a laser, o processo é o oposto em termos de intenção. O feixe funde as superfícies adjacentes de duas peças para criar uma união metalúrgica. A energia é controlada para penetrar em profundidade sem remover material, gerando um cordão de solda estreito, com zona termicamente afetada menor do que processos convencionais como o MIG ou TIG. Isso preserva as propriedades mecânicas ao redor da junta e reduz distorções na peça final, algo crítico em aplicações de alta precisão.
A distinção fundamental está na forma como o feixe interage com a peça. No corte, quer-se destruir a continuidade do material. Na solda, quer-se criar uma. Isso muda a configuração do equipamento, o perfil do feixe, a densidade de potência aplicada e os parâmetros de processo inteiros.
Potência, foco e densidade de energia
A densidade de energia é o parâmetro que melhor explica as diferenças entre os dois processos. Cortar exige densidade extremamente alta, concentrada em um ponto mínimo para vaporizar o material rapidamente. Soldar exige controle mais fino, com densidades calibradas para fundir sem evaporar, criando o chamado modo keyhole ou condução, dependendo da penetração necessária.
O tipo de fonte laser também influencia. Lasers de fibra dominam ambas as aplicações no cenário atual por sua eficiência elétrica superior e qualidade de feixe, mas as configurações de cabeçote, ótica de focalização e sistema de proteção diferem entre as duas funções.
Materiais, espessuras e indústrias onde cada um se destaca
O corte a laser tem desempenho mais abrangente em espessuras maiores. Chapas de aço carbono de até 25 mm, alumínio até 15 mm e aço inox até 20 mm são territórios onde sistemas modernos de corte operam com produtividade real. A indústria metalmecânica, de implementos agrícolas, estruturas metálicas e autopeças usa o corte a laser como processo central de produção. A repetibilidade e a velocidade de corte tornam o processo competitivo frente ao plasma e ao oxicorte em faixas específicas de espessura e material.
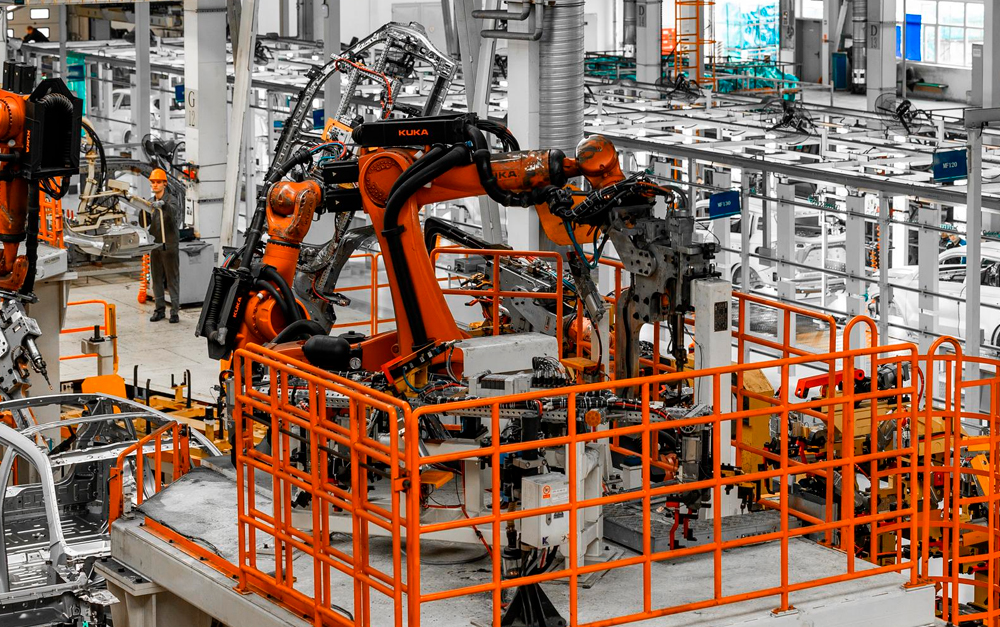
A solda a laser tem sua vantagem consolidada em juntas de precisão, geometrias complexas e materiais sensíveis ao calor. Componentes automotivos de carroceria, gabinetes de equipamentos médicos, baterias de veículos elétricos e peças aeronáuticas são exemplos onde a zona termicamente afetada reduzida e a ausência de distorção dimensional fazem diferença real.
Há também sobreposição em algumas indústrias. No setor automotivo, por exemplo, a mesma linha de produção pode usar corte a laser para conformar blanks e solda a laser para unir componentes de carroceria na sequência. Não são tecnologias concorrentes nesse contexto, são complementares dentro de uma célula integrada.
Quando integrar os dois processos faz sentido?
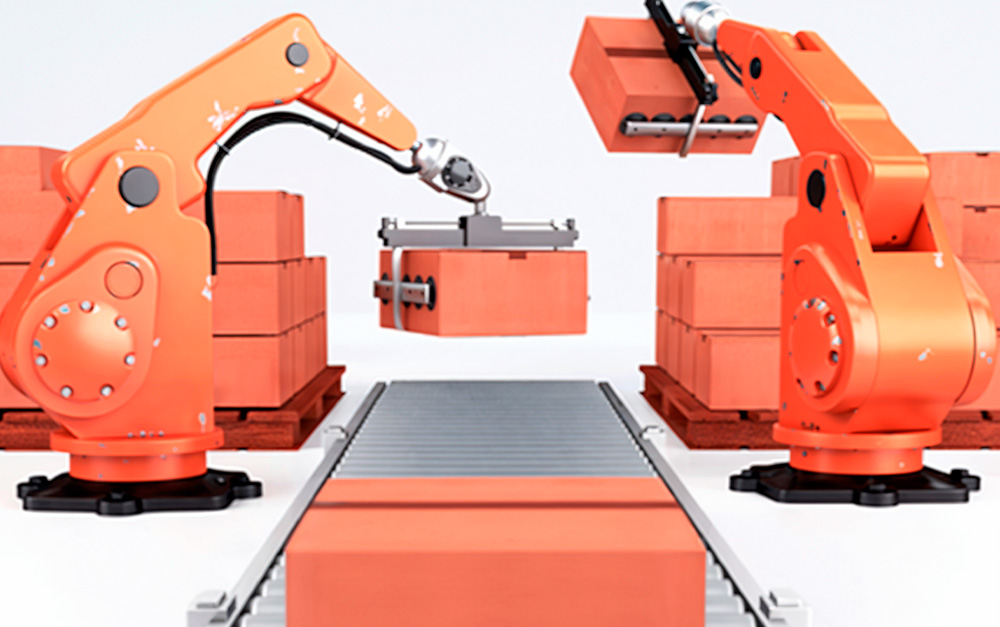
A integração de corte e solda a laser em uma mesma célula de automação é uma tendência crescente em plantas que buscam reduzir o tempo de ciclo total e o handling de peças entre estações. Quando uma peça precisa ser recortada com precisão e depois soldada em sequência, manter o robô e o laser na mesma célula elimina o transporte, o reposicionamento e os erros de acumulação dimensional entre operações.
Essa configuração é tecnicamente viável com cabeçotes combinados ou com troca rápida de tooling no robô, dependendo do volume e da complexidade das peças. A Pensenova projeta esse tipo de célula customizada considerando o layout do cliente, o mix de peças e os requisitos de throughput. O ganho não é só de espaço físico, é de rastreabilidade do processo, controle de qualidade concentrado e menor dependência de operadores em etapas intermediárias.
A decisão de integrar ou manter processos separados depende do volume de produção, da variedade de peças e da tolerância a tempos de setup. Para lotes menores e maior variedade, células separadas podem oferecer mais flexibilidade. Para volumes altos com peças repetitivas, a integração amortiza o investimento com velocidade.
O impacto na especificação do projeto
Para gestores industriais que estão avaliando automação, entender essa diferença evita erros de especificação que atrasam projetos e encarecem investimentos. Pedir um “laser” sem definir se o processo é corte ou solda, qual material, qual espessura e qual tolerância dimensional esperada, é como pedir um veículo sem dizer se precisa de uma van de carga ou um carro de passeio. O resultado vai existir, mas pode não resolver o problema.
A etapa de diagnóstico técnico, que faz parte do processo da Pensenova antes de qualquer proposta, existe exatamente para mapear essas variáveis com precisão. Às vezes o cliente chega com a solução na cabeça, mas o problema real exige um processo diferente do imaginado. Esse alinhamento no começo do projeto economiza tempo e dinheiro nas etapas seguintes.
Se você está avaliando qual tecnologia laser faz sentido para sua operação, ou se a integração das duas seria viável no seu contexto, o caminho mais direto é conversar com quem projeta e integra esses sistemas no dia a dia. Entre em contato com a Pensenova e leve a conversa técnica a sério desde o primeiro passo.